




BELT CONVEYORS
Belt Conveyor features a metal frame with pulleys at each end or rollers in between. The belt loops around the pulleys, and when powered by an electric motor, it slides across the rollers to move products along the conveyor.
- Heavy-Duty & ISO-Certified Quality
- Custom-Engineered for Your Plant
- 30+ Years of Expertise & Full Support
Product Overview
High-Capacity Industrial Belt Conveyors
Investing in a high-quality industrial belt conveyor is critical for maintaining continuous production speed in heavy manufacturing and processing plants. At IP Magnate, our heavy-duty conveying systems are engineered to provide smooth, high-capacity material transport across horizontal or inclined paths with maximum efficiency. Whether you need to move heavy metal ores, abrasive crushed stone, or lightweight agricultural grains, our equipment offers a highly versatile and cost-effective bulk handling solution. Built with rugged steel frames and premium-grade belting, our conveying equipment ensures continuous, uninterrupted material flow while minimizing spillage and power consumption.
Belt conveyors handle various industrial tasks under severe working conditions. They ensure high productivity and long operational life with great efficiency. Products move directly on the belt, allowing the transport of regular and irregular shapes, whether large, small, light, or heavy. Belt conveyors can move products in a straight line or adjust for elevation and direction changes.
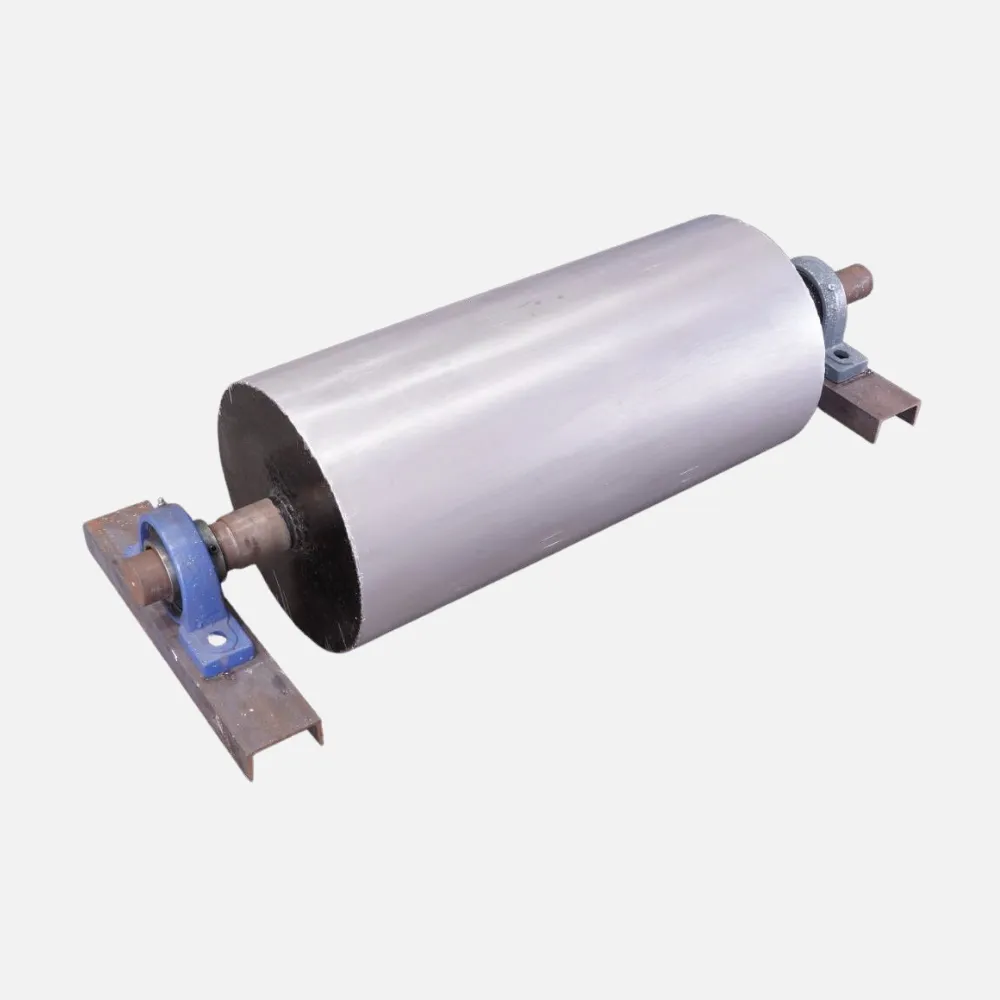
A belt conveyor consists of a metal frame with pulleys at both ends or a bed of rollers in between. The belt loops around the pulleys. When an electric motor powers one pulley, the belt moves across the rollers, carrying the product forward.
How Our Belt Conveyor Works
The operation of our industrial belt conveyor is highly reliable and straightforward. The system is built around a continuous loop of heavy-duty belting stretched between two main pulleys: the powered drive pulley at the discharge end and the tail pulley at the loading end.
The belt is fully supported along its entire length by a series of closely spaced, low-friction idler rollers (carrying idlers on top and return idlers below). When bulk material is fed onto the belt through a loading hopper, the motor-driven head pulley continuously pulls the loaded belt forward. The material travels smoothly to the end of the conveyor line and is discharged precisely into the next processing stage or storage silo.
Key Features & Technical Advantages
We construct our conveying systems to handle immense loads and endure the toughest industrial environments for decades:
- Premium Quality Belting: Fitted with multi-ply, high-tensile rubber or synthetic belts (such as EP or NN belts) that are highly resistant to abrasion, heat, and stretching.
- Heavy-Duty Idlers & Rollers: Equipped with precision-machined, dust-proof idler rollers that minimize belt friction, reduce motor strain, and ensure smooth, quiet operation.
- Customizable Configurations: Fully tailorable lengths, widths, and incline angles. Can be designed as flat belts for unit loads or troughed belts for bulk material handling.
- Advanced Safety Features: Integrated with essential safety components like emergency pull-cord switches, belt sway switches, and zero-speed sensors to protect both the equipment and operators.
- Rigid Structural Frame: The supporting chassis is fabricated from heavy-gauge channel steel, providing excellent stability even over long-distance spans and uneven terrain.
Wide Industrial Applications
Because of their flexibility and high throughput, our belt conveying systems are the backbone of multiple heavy industries:
- Mining & Quarrying: Transporting crushed rocks, coal, metal ores, and sand over long distances.
- Cement & Construction: Moving limestone, clinker, and finished cement seamlessly across the plant.
- Chemical & Fertilizer: Handling corrosive and abrasive bulk chemical compounds safely.
- Agriculture & Food: Transporting grains, sugar, and packaged goods efficiently.
Request a Custom Quote
Eliminate material handling bottlenecks and increase your plant’s operational efficiency. Contact IP Magnate’s engineering team today with your material specifications, required capacity, and conveying distance, and let us design the perfect belt conveyor system for your facility.